專注高精密零件CNC零件加工
從設(shè)計(jì)到機(jī)加工,讓高品質(zhì)零件制造更簡單
13751188387

13751188387
")
熱搜關(guān)鍵詞:
本文目錄
加工中心鋁件鉆孔參數(shù)? 加工中心銑鋁件有豎條紋? cnc調(diào)機(jī)做鋼件還是做鋁件好? 加工中心做鋁件轉(zhuǎn)速高好還是轉(zhuǎn)速低好? 鋁加工裝夾方法? CNC加工鋁件怎么保證光潔度光潔度? 鋁件平面加工高光技巧?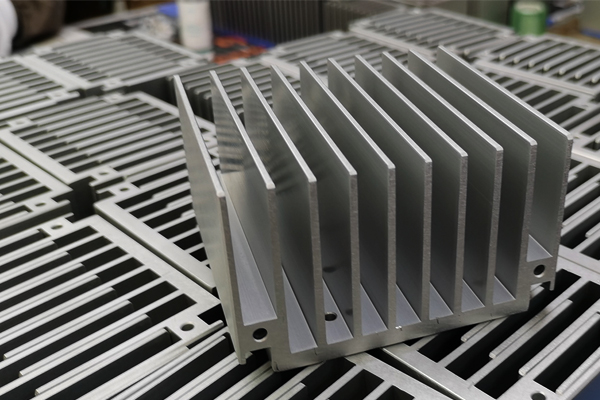
加工中心鋁件鉆孔參數(shù)包括鉆頭的選擇、定位精度、切削液的選擇、切削速度等等。采用高切削速度和足夠的進(jìn)給速度,進(jìn)給約0.15毫米之間,施加中低粘度高潤滑冷卻液,保證精加工表面的光潔度。
銑加工鋁制品都會(huì)有刀紋出現(xiàn)。無論使用加工中心進(jìn)行銑加工,還是專用銑床進(jìn)行銑加工,其加工特性決定了,工件表面會(huì)出現(xiàn)銑刀走刀時(shí)留下的刀紋。即便是精銑,刀紋也是在所難免的。所以應(yīng)用加工中心進(jìn)行鋁質(zhì)零部件銑加工時(shí),工件表面必然會(huì)出現(xiàn)刀紋。
1. 做鋁件好。
2. 因?yàn)殇X件相對于鋼件而言,密度更小,重量更輕,強(qiáng)度也更高,而且具有良好的導(dǎo)電性和導(dǎo)熱性,因此在航空航天、汽車、電子等領(lǐng)域有廣泛的應(yīng)用。
而且鋁件的加工難度相對較小,成本也較低。
3. 當(dāng)然,具體選擇還要根據(jù)產(chǎn)品的需求和使用環(huán)境來決定,如果需要承受更大的壓力和重量,或者需要更高的耐腐蝕性,那么選擇鋼件可能更合適。加工中心做鋁件轉(zhuǎn)速高好。
因?yàn)殇X合金材料具有良好的塑性和韌性,而且硬度較低,易于熱變形和切削加工。
通過高速切削可以提高加工效率和質(zhì)量,減少切屑量和磨損的情況發(fā)生,同時(shí)也可以降低生產(chǎn)設(shè)備的設(shè)備成本。
此外,高速切削還可以減少加工過程中產(chǎn)生的熱量和振動(dòng),對提高加工精度和降低加工表面粗糙度有著積極的作用。
因此,加工中心做鋁件轉(zhuǎn)速高是更優(yōu)選的。
加工速度的選擇還與材料的硬度、的材質(zhì)和結(jié)構(gòu)、加工機(jī)床的性能等因素有關(guān)。
在加工過程中需要綜合考慮各種因素,合理配置加工參數(shù),以保證加工質(zhì)量和效率的同時(shí),還要盡可能地降低成本。鋁加工的裝夾方法主要包括以下幾種:
機(jī)械夾緊:使用機(jī)械夾具或夾具系統(tǒng)將鋁材固定在加工設(shè)備上,確保加工時(shí)穩(wěn)定性和精確度。
磁性夾緊:適用于薄板鋁加工,利用磁性力將鋁板吸附在加工平臺(tái)上,簡單方便。
液壓夾緊:通過液壓缸或液壓夾具對鋁材進(jìn)行固定,適用于大尺寸或重型鋁材的加工。
螺栓夾緊:利用螺栓和螺母將鋁材夾在夾具中,可以根據(jù)需要調(diào)整夾緊力度。
彎曲夾緊:對于需要進(jìn)行彎曲或成形的鋁材,可以使用彎曲夾具將其固定在加工設(shè)備上。
不同加工任務(wù)和鋁材形狀可能需要不同的裝夾方法,為了確保加工質(zhì)量和安全性,應(yīng)選擇合適的裝夾方式,并遵循相關(guān)操作規(guī)范。
關(guān)于這個(gè)問題,保證CNC加工鋁件的光潔度有以下幾個(gè)方面:
1. 選擇合適的:對于鋁件加工,應(yīng)選擇適合鋁材加工的,如單刃螺旋銑刀或多刃螺旋銑刀。這樣可以避免過度磨損,影響加工表面質(zhì)量。
2. 控制切削參數(shù):對于鋁件加工,應(yīng)根據(jù)鋁材的硬度和材料性質(zhì)來選擇適宜的切削速度、進(jìn)給速度和切削深度等參數(shù),保證切削過程穩(wěn)定,避免切削過程中出現(xiàn)振動(dòng)和震動(dòng)。
3. 保持機(jī)床的精度:CNC加工鋁件需要保持機(jī)床的精度,尤其是機(jī)床的剛性和穩(wěn)定性。在加工過程中,應(yīng)注意避免機(jī)床的變形和擺動(dòng),保證加工表面的平整度和光潔度。
4. 合理的清潔和拋光:加工完成后,應(yīng)對鋁件進(jìn)行清潔和拋光處理。清洗鋁件時(shí),應(yīng)選用適當(dāng)?shù)那逑磩┖凸ぞ撸苊鈱︿X件表面產(chǎn)生損傷。拋光應(yīng)選擇合適的拋光劑和方法,使鋁件表面達(dá)到光潔度要求。
鋁件平面加工高光的技巧,先用普通合金刀倒角,再用一種像滾花刀一樣的滾壓滾壓片刻,粗糙度達(dá)鏡面一樣光亮,但此滾壓刀價(jià)格不菲,成本和一把金剛石刀相仿。
也可以用金剛石磨頭安裝刀架上磨削也可達(dá)高光。
系")
【本文標(biāo)簽】
【數(shù)控銑床加工】版權(quán)所有
咨詢熱線
13751188387Copyright ? 2016-2025 深圳捷百瑞科技有限公司 版權(quán)所有備案號(hào):粵ICP備09064282號(hào)
 捷百瑞
捷百瑞
療設(shè)備配件鋁合金cnc加工")
筆記本鋁合金中框cnc加工廠家")
筆記本鋁合金面板CNC加工")
品外殼CNC加工廠家")
